

股票代码:002449
摘 要: 半导体的性能和可靠性与器件的封装形式密切相关,而引线键合工艺无疑是其中重要且容易出现失效的一环,其失效大约占总失效的1/3。因此,对引线键合工艺的深入理解对器件封装至关重要。本文全面深入地阐述了引线键合工艺,包括引线键合的多种工艺方法、引线键合的技术原理与特点、引线键合的打线方式、引线键合的实际应用以及引线键合常见的失效形式等。本文对引线键合的综合性论述工作对器件封装的设计和制造有着重要的启引作用。
关键词: 封装;键合机理;键合工艺;键合材料;打线形式;键合失效
Research on Power Device Wire Bonding Technology: A Review
NS Technical Literature of the Third Gen-Semiconductor Project Team
Abstract The performance and reliability of semiconductors are closely related to the packaging form of devices, and the wire bonding process is undoubtedly an important part and is prone to failure, which the wire bonding failures account for about 1/3 of the total failures. Therefore, an deep understanding of the lead bonding process is very important for device packaging. This article comprehensively elaborates on the wire bonding process, including the various techniques, the technical principles and characteristics, the bonding methods, and the practical applications and the common failure modes of wire bonding. It is believed that the comprehensive exposition of the wire bonding in this article has an important inspiration for device packaging.
Keywords packaging;bonding mechanism;bonding process;bonding materials;bonding forms;bonding failure
接上一篇....
4 引线键合的打线方式
4.1 金线键合主要打线形式
金线键合是为了将芯片上的电极用极细的金线连接到引线框架上的内引脚上,使芯片与外界形成信号互联。通常先在金线上烧球,将其键合到第一焊点后跟随瓷嘴牵引出线弧,将另一端粘合到第二个焊点(一般为月牙形/鱼尾形),如图13。
金线键合时,将金线尾部穿入劈刀,使用高压打火杆将金线尾部熔化形成金球。由于金球的尺寸需要控制在金线线径的2倍左右,因此金球的大小非常重要,这主要取决于打火杆和线尾的长度。合适的压力、温度、超声能量和键合时间也都会影响焊接质量。当金球和铝垫芯片在表面形成金属化合物,完成第一焊点后,金线被劈刀拉到相应的引脚上,在相同条件下,形成第二焊点。在牵引过程中,金线形成线弧,通过金线的连接,可以将芯片上的电路信号传输到外部引脚。在金线拉力试验中,断点在A或E点时,无论拉力有多大均视为不良,断点在B、C、D点时拉力值须在6g(含)以上。
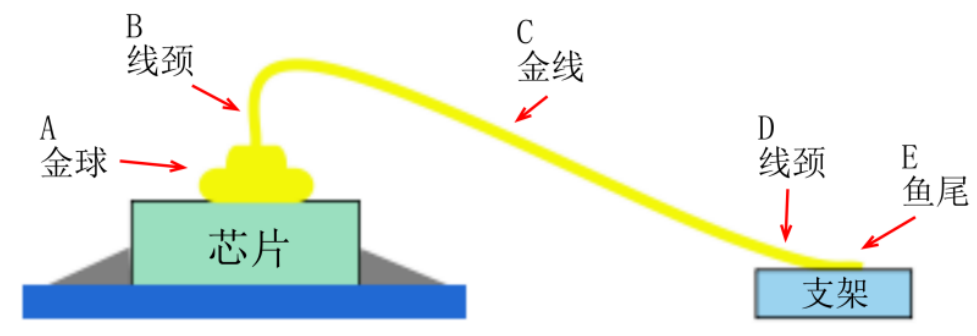
图13 金线键合示意图
Fig.13 Schematic diagram of gold wire bonding
图14主要描述可金线键合的几种主要打线形式,主要有:普通正打、BSOB正打、BSOB反打以及BBOS。
普通正打:从第一焊点开始打线至第二焊点,截线尾结束(无保护球)。
BSOB正打:先在第二焊点(基板上)上种一个金球(保护球),再从第一焊点(电极上)打线至第二焊点的金球上,截线尾后结束(先种保护球后打线)。
BSOB反打:先在第二焊点(电极上)上种一个金球(保护球),再从第一焊点(基板上)打线至第二焊点的金球上,截线尾后结束(先种保护球后打线)。
BBOS正打:先从第一焊点上打线至第二焊点,截线尾后,在线尾位置再种一颗金球为保护球(先打线后种保护球)。
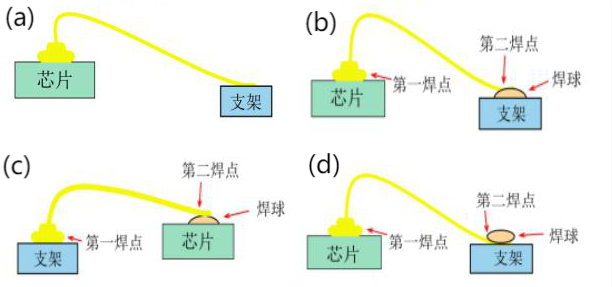
图14 金线键合主要打线形式:(a) 普通正打、(b) BSOB正打、(c) BSOB反打以及(d) BBOS;
Fig.14 The main wire bonding forms of gold wire bonding: (a) normal forward, (b) BSOB forward, (c) BSOB reverse, and (d) BBOS
这几种打线方式中BSOB适用于MCM多芯片模块和堆叠芯片的应用,其优点是线弧较低,所以适合封装体较薄的小型封装;在键合之前在芯片上预植保护球,可以有效地保护焊盘下方的电路不受损坏,特别是对于铜线等高硬度的引线键合。其缺点主要包括键合工序复杂,整体效率偏低,不适用于简单的封装结构;在种植保护球并在保护球上形成第二焊点的过程中,容易出现缺陷,影响生产效率;当第二个焊点粘接在保护球上时,切割线尾时易留下线尾残留,导致芯片有效区域短路[21]。
BBOS与BSOB的区别在于保护球在线尾之上,目的主要是为了固定焊点,增加键合强度,改善第二焊点的质量。这种键合方式的优点是键合工序简单,生产效率高,大概是BSOB的两倍左右,适用于低价高效的小型封装器件;将第二焊点键合在支架上,不会影响到芯片的功能,减小线尾。而缺点则是在第一焊点拉线弧会导致封装体较厚,因此不适合小型封装;第一焊点与芯片电极直接接触,会损坏芯片表层、造成各种失效,包括弹坑等;第二焊点与支架直接接触,极易发生失效现象[23]。一般而言,厚膜基板键合,一般采用BBOS或者BSOB的键合方式。键合过程中为了防止厚膜基板存在污染、表面粗糙等难以保证键合强度的情况导致金线球焊时引线与基板焊盘的结合度不高,从而发生虚焊等失效现象的出现,可以采用BBOS键合方式在引线末端种下一颗保护球进行加固,不过键合第二焊点时会出现线尾短等其他失效现象,即使采用BBOS的保护球,键合效率依旧会受到影响。目前主流的自动金线球焊键合机均有预植金球功能,即使在表面状态很差的厚膜基板键合区上,金球也能与之形成可靠的连接,因此就可以采用BSOB的方式,在芯片上进行球焊,拱丝至预植金球上,进行月牙键合,由于预植的金球给月牙键合提供了表面状态良好且一致的表面,使月牙和金球形成可靠的连接,此过程可以解决BBOS过程的键合不粘或短线尾异常[24]。
此外,还有其它打线方式如BSOS(multiple stitch)和Multi-ball,Multi-ball一般应用在细长的焊盘。
表6列举了不同直径的金线的载流能力,键合时根据芯片电流大小来确定选择金线直径和焊线的数量。
表6 金引线中最大允许电流
Tab.6 Maximum allowable current in gold wire
引线直径(mil) | 1根引线的最大可允许值 (A) |
1.00 | 1.25 |
1.25 | 1.60 |
1.50 | 1.90 |
1.80 | 2.25 |
2.00 | 2.50 |
4.2 铝线键合打线形式与特点
铝线不同于金线,其打线形式比较单一,主要是抛物线形状的打线形式,可参考图10。在打线时,其需要注意以下几点:线弧弧度过低会导致铝线颈部断裂;线弧高度要高于支架2倍线径以上、低于塑封胶最高点;焊线与芯片边缘不能接触,否则可能造成失效。铝价格低廉,相比于金线而言,铝线有粗细之分,细铝线线径一般小于4mil,而粗铝线线径一般在4mil与20mil之间[25]。
众所周知,当两种热膨胀系数相差较大的物体结合在一起后,随着环境温度的变化,其间的热应力会越来越强烈,器件封装体内热量也会逐渐积累,以TO硅基芯片的器件为例,硅的热膨胀系数是2.6×10-6 K-1,当采用大其将近十倍的铝线键合时,键合焊点与引线会在温度循环中将出现失效的风险,从而造成器件的失效。材料之间性质的差异会造成热量聚集,不及时散热的话会严重影响器件的可靠性。为了降低失效的概率,提高键合引线的载流能力,铝带键合工艺应运而生,其可以看作多条铝线横向排列组合,在增大表面积、提高载流能力与散热能力的同时,加快了焊线的效率,如图15所示。此外,它避免了高频操作引起的趋肤效应,并且可以有效地降低封装的厚度。铝带粘接广泛应用于导电性好、寄生电感小、电流大的工作条件下,但其缺点是不能大角度弯曲[25]。
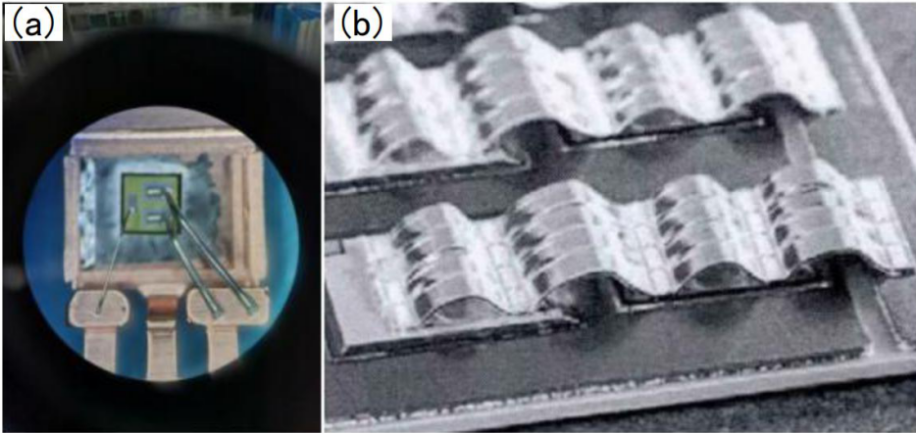
图15 铝线键合(a)和铝带键合(b)示意图[23]
Fig.15 Schematic diagrams of aluminum wire bonding (a) and aluminum ribbon bonding (b)
铝线打线方式常常根据芯片电流大小、工作时产生热量大小等等来确定焊点个数、焊线条数,从而存在不同打线方式。当芯片较大、电极较小时采用球焊可能会接触芯片导致短路,而芯片最多焊接线数会由于机器入线口大小限制数量;同时需要根据器件电压、功率、电流、芯片电极大小选用不同线径、材质的焊接线,如15mil铝线可以流过25A电流,超过额定电流则会熔断。表7列举了不同直径铝线的载流能力。以下是打线要求:
表7 在铝引线中最大允许电流
Tab.7 Mean photoelectric parameters and standard deviation corresponding to the amount of paste
引线尺寸(mil) | 1根引线的最大可允许值 (A) |
1.25 | 0.7 |
5.00 | 5.4 |
7.00 | 8.9 |
10.00 | 15.2 |
15.00 | 27.9 |
20.00 | 42.9 |
另外,在反向键合中,由于在超声铝线键合中一般采用的是30°引线孔喂料,在一些深腔封装中容易造成引线与封装的碰撞与摩擦,留下擦痕甚至缺口,埋下了器件失效的隐患,因此,我们会适当调节引线孔的角度以降低失效的可能。当我们在深腔封装中出现键合问题时,一种解决方法是使用反向键合,我们将引脚上的第二键合点与芯片焊盘上的第一键合点进行顺序交换,也就是反向键合,如图16。可是,采用反向键合技术有增加引线塌陷和芯片边沿引线短路的可能性。因此,当我们对任何封装使用反向键合技术时,必须给操作者专门的指令。
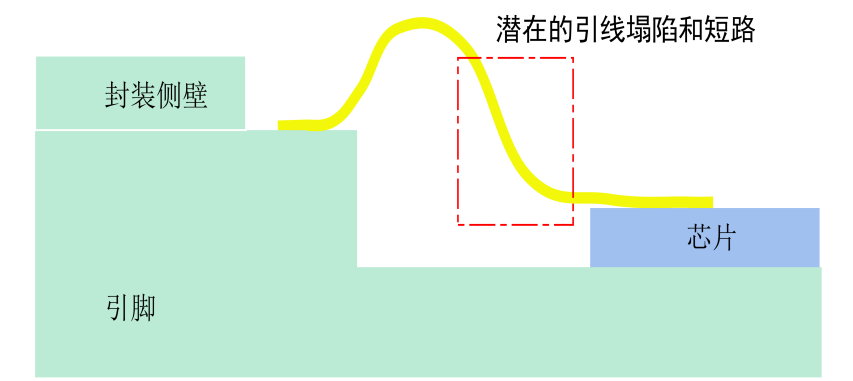
图16 反向键合示意图
Fig.16 Schematic diagrams of 5 different nozzles
经过实际打样,我们发现如果将楔形键合中芯片焊盘当作第一焊点,引脚作为第二焊点,劈刀会在第二焊点结束后对引线进行切断以进行下一次键合,这时会在支架上留下一道较深的切痕,如图17所示。所以,楔形键合在采用反向键合技术时要考虑芯片是否会在引线切断的时候被损坏。

图17 引脚处存在切痕
Fig.17 Schematic diagrams of 5 different nozzles
(未完待续)
参考文献
[1] CSIA.国务院关于印发新时期促进集成电路产业和软件产业高质量发展若干政策的通知
[EB/OL].(2020-08-05)[2021-03-04].http://www.csia.net.cn/Article/ShowInfo.asp?InfoID=95726.
[2]晁宇晴, 杨兆建, 乔海灵. 引线键合技术进展[J]. 电子工艺技术, 2007, 28(004):205-210.
[3] 斯芳虎.LED金线键合工艺的质量控制[J].电子质量,2010(03):44-45+48.
[4] 杨阳.功率器件封装铝带键合失效分析及工艺优化[D].南京:东南大学,2019.
[5] 李锟.集成电路铜引线键合强度试验方法标准研究[J].信息技术与标准化,2020(11):56-60+66.
[6] 肖沛宏,付兴铭,谭六喜,等.压力传感器引线键合金线的振动疲劳研究[J].传感器世界,2007(03):10-12.
[7] 贺玲,刘洪涛.引线键合的失效机理及分析[J].微处理机,2017,38(06):17-20.
[8] 吴懿平.引线键合原理与工艺[J].环球SMT与封装,2007,7(6):8-10.
[9] 罗珏,康敏,赵鹤然,等.金丝键合短尾问题分析及解决[J].微处理机,2020,41(03):17-19.
[10] 王宁宁,何宗鹏,张振明,等.功率VDMOS器件粗铝丝键合工艺研究[J].电子工艺技术,2015,36(01):25-28.
[11] 廖雯,毛繁,但雪梅,等.一种瓦片式T/R的关键工艺分析[J].压电与声光,2018,40(03):323-325+330.
[12] 唐家霖,崔洁,柳青.键合引线悬空的引线键合工艺研究[J].电子工业专用设备,2016,45(08):5-8.
[13] 丁康伟. 半导体金线键合可靠性研究[D].北京:中国科学院大学(工程管理与信息技术学院),2014.
[14] 余斋. 改善热压超声球焊点键合强度的工艺研究[D].成都:西南交通大学,2010.
[15] 沙帕拉·K·普拉萨德,刘亚强(译).复杂的引线键合互联工艺[M].北京:中国宇航出版社,2015.9.
[16] 徐佳慧. 射频器件超细引线键合工艺及性能研究[D].哈尔滨:哈尔滨工业大学,2020.
[17] 吕磊.引线键合工艺介绍及质量检验[J].电子工业专用设备,2008(03):53-60.
[18] 侯育增. 功率外壳粗铝丝键合可靠性工艺研究[D].南京:南京理工大学,2013.
[19] 谭一帆. 基于新型层叠DBC混合封装功率模块的键合线可靠性研究[D].武汉:华中科技大学,2019.
[20]A. GRAMS, C. EHRHARDT, J. JAESCHKE,et al. "Simulation of the Lifetime of Wire Bonds Modified through Wedge Trenches for Higher Reliability," CIPS 2016; 9th International Conference on Integrated Power Electronics Systems, Nuremberg, Germany, 2016, pp. 1-4.
[21]W. HUANG, D. BAI AND A. LUO, "Stress simulation for 2N gold wires and evaluation on the stitch bond shapes," 2011 International Symposium on Advanced Packaging Materials (APM), Xiamen, 2011, pp. 134-140, doi: 10.1109/ISAPM.2011.6105722.
[22]J. ZHAO, F. QIN, T. AN, ,et al. "Electro-thermal and thermal-mechanical FE analysis of IGBT module with different bonding wire shape," 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, 2017, pp. 548-551, doi: 10.1109/ICEPT.2017.8046514.
[23]段之刚. DFN1006新型引线键合设计与实现[D].成都:电子科技大学,2017.
[24] 燕子鹏,秦文龙,贺从勇.BSOB键合工艺在厚膜基板引线互联中的研究[J/OL].微电子学:1-5[2021-01-19].
[25] 刘猛. 脉冲功率系统中IGBT模块封装的研究[D].成都:西南交通大学,2017.
Copyright © 2009 - 2021 佛山市国星光电股份有限公司 版权所有 粤ICP备16100763号


